1.1.1. Định nghĩa các bề mặt trên chi tiết
Để khảo sát thành phần kết cấu của dụng cụ Cắt đơn, các bề mặt chi tiết khi tiếp xúc với dụng cụ được định nglũa như saui (hình l.la):
– Bề mặt chi tiết đã gia công (mặt E).
– Bề mặt đang gia công (mặt C).
– Bề mặt chưa gia công (đợi gia công) (mặt F).
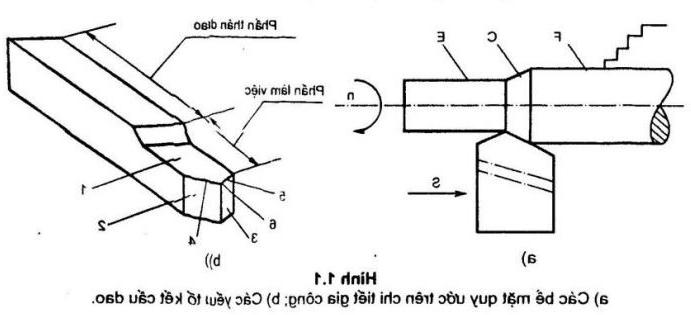 a) Các bề mặt quy ước trên chi tiết gia công; b) các yếu tố kết cấu dao
a) Các bề mặt quy ước trên chi tiết gia công; b) các yếu tố kết cấu dao
1.1.1. Thành phần kết cấu của dao tiện (hình 1.1b)
– Phần thân dao được dùng để kẹp chặt dao lên bàn dao của máy (Đối với dao tiện phần thân có thể là hình chữ nhật, hình vuông, hay hình tròn).
– Phần làm việc (phần cắt) là phần của dụng cụ tiếp xúc với chi tiết và làm nhiệm vụ cắt.
– Phần cắt được tạo thành bởi các bề mặt sau (hình 1.lb):
+ Mặt trước ( 1) – khi cắt phôi trượt và thoát ra theo mặt trước.
+ Mặt sau chính (2) – là bề mặt của phần cắt dụng cụ đối diện với bề mặt đang gia công của chi tiết.
+ Mặt sau phụ (3) – là bề mặt của phần cắt dụng cụ đối diện với bề mật đã gia công của chi tiết.
+ Lưỡi cắt chính (4) — là giao tuyến của mặt trước và mặt sau chính – Nó làm nhiệm vụ cắt chính.
Mặt trước và mặt sau có thể là mặt phẳng hoặc mặt cong, do đó lưưi cắt chính có thể là thẳng hoặc cong.
– Luỡi cắt phụ (5) – là giao tuyến của mặt trước và mặt sau phụ – Nó làm nhiệm vụ cắt phụ.
– Mũi dao (6) – là giao điểm của lưỡi cắt chính và phụ.
Trong thực tế hai lưỡi cắt chính và phụ không thể thẳng để giao điểm của chúng là một điểm mũi dao,’do vậy quá trình chế tạo thường mũi dao có bán kính lượn tròn r.
1.2. THÔNG SỐ HÌNH HỌC PHẦN CẮT DAO TIỆN
1.2.1. Các khái niệm và định nghĩa cơ bản
Để xác định thông số hình học phần cắt của dụng cụ cần đưa ra các định nghĩa và khái niệm cơ bản.
1.2.1.1.Các chuyển động khi cắt
Để xác định các bề mặt và thông số hình học phần cắt của dụng cụ cần dựa vào các mặt phẳng tọa độ.
Các mặt phẳng tọa độ được xác định dựa vào các chuyển động khi gia công (hình 1.2).
– Chuyển động cắt chính Mc (với tốc độ ).
Tại 1 điểm trên lưỡi cắt chính là chuyển động cắt ra phoi – khi tiện chuyển động quay tròn của chi tiết với tốc độ góc là n vòng trong một
phút (v/ph). Tốc đô cắt chính vc tại điểm M là
– Chuyển động chạy dao Mf với là tốc độ của chuyển động chạy . Khi lượng chạy dao là – Chuyển động cắt Me với tốc độ cắt là chuyển động tổng hợp của Me và Mf. Do đó
1.2.1.2 .Các mặt phẳng tọa độ
– Mặt phẳng đáy (Q) – Tại một điểm trên lưỡi cắt chính là mặt phẳng đi qua điểm đó và vuông góc với vectơ tốc độ cắt . . Khi đó (trạng thái tĩnh) thì mặt đáy chỉ vuông góc với 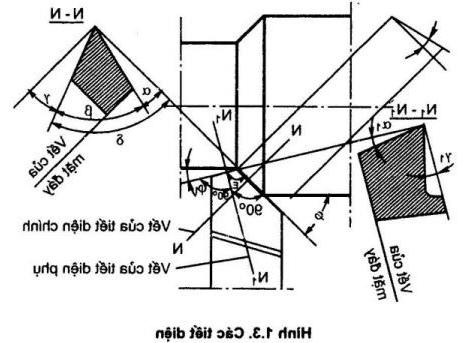 (hình 1.2)
(hình 1.2)
– Mặt phẳng cắt (P) – Tại một điểm trên lưỡi cắt chính là mặt phẳng đi qua điểm đó và tiếp tuyến với mặt đang gia công.
Nếu lưỡi cắt thẳng thì mặt cắt là mặt chứa vectơ và lưỡi cắt, nếu
lưỡi cắt cong thì mặt cắt chứa vectơ v và đường tiếp tuyến với lưỡi cắt tại điểm khảo sát. Như vậy mặt đáy và mặt cắt tại một điểm trên lưỡi cắt chính luôn vuông góc với nhau (P vuông góc Q).
– Các mặt phẳng tiết diện: Để khảo sát góc độ của dao, phần cắt của dao được cắt bởi các mặt phẳng tại một điểm trên lưỡi cắt chính và ta có các tiết diện.
Tiết diện chính NN tại một điểm trên lưỡi cắt chính là tiết diện được cắt bởi mặt phẳng NN vuông góc với hình chiếu của lưỡi cắt chính trên mặt đáy (hình 1.3).
– Tiết diện dọc YY – tại một điểm trên lưỡi cắt chính là tiết diện được cắt bởi mặt phẳng song song với trục dao (vuông góc với trục chi tiết).
– Tiết diện ngang XX – tại một điểm trên lưỡi cắt chính là tiết diện được cắt bởi mặt phẳng song song với phương chạy dao dọc (song song với trục chi tiết).
Ngoài ra tùy theo từng trường hợp cụ thể đối với từng loại dụng cụ mà có các tiết diện cụ thể khác (sẽ khảo sát cụ thể ở các loại dụng cụ).
1.2.2. Thông số hình học phần cắt dụng cụ
Thông số hình học (các góc độ đưa ra) để xác định vị trí của các thành phần phần cắt khi chế tạo (trạng thái tĩnh) và khi ỉàm việc (trạng thái động).
Trong phần này để đơn giản trên hình vẽ biểu diễn có nghĩa là
– Góc trước ϒ tại một điểm trên lưỡi cắt chính là góc giữa mặt trước và mặt đáy đo trong tiết diện khảo sát (hình 1.4).
Hay góc trước Ỵ là góc giữa giao tuyến mặt trước và giao tuyến của mặt đáy với tiết diện khảo sát.
Do đó góc trước Y là góc xác định vị trí của mặt trước so với mặt đáy. Nhờ góc trước ở trạng thái tĩnh mà mặt trước được chế tạo đúng.
– Góc sau α tại một điểm trên lưỡi cắt chính là góc giữa mặt sau chính và mặt cắt đo trong tiết diện khảo sát. Do đó góc sau α là góc giữa giao tuyến mặt sau chính và mặt cắt với tiết diện khảo sát.
Góc sau α luôn luôn lớn hơn không (α > 0) (hình 1.4), và phải lớn hơn giá trị tối thiểu cho phép [α] = 3 ÷ 4°. Như vậy góc sau là góc xác định vị trí mặt sau so với mặt cắt. Mặt sau được chế tạo theo góc sau α ở trạng thái tĩnh.
Góc sắc β – Tại một điểm trên lưỡi cắt chính là góc giữa mặt trước và mặt sau đo trong tiết diện khảo sát. Như vậy góc sắc β tại một điểm trên lưỡi cắt chính là góc giữa giao tuyến mặt trước và mặt sau với tiết diện khảo sát.
Góc cắt δ – Tại một điểm trên lưỡi cắt chính là góc giữa mặt trước và mặt cắt đo trong tiết diện khảo sát – tức là góc giữa giao tuyến của mặt trước và mặt cắt với tiết diện khảo sát.
– Góc trưức Y có thể lớn hơn không Y > 0 (mặt đáy nằm trên mặt trước (hình 1.4)) bằng không Y = 0 (nên hai giao tuyến mặt trước và mặt đáy với tiết diện khảo sát trùng nhau) và nhỏ hơn không (y < 0) nếu giao tuyến mặt trước với tiết diện khảo sát nằm trẽn giao tuyến của mặt đáy với tiết diện khảo sát.
Với các định nghĩa trên về các góc ta có trong tiết diện khảo sát:
– Góc nghiêng chính φ là góc giữa phương chạy dao và hình chiếu của lưỡi cát chính trên mặt đáv (hình 1.4). Góc nghiêng chính (φ xác đinh vị trí của lưỡi cắt chính so với phương chạy dao.
– Góc nghiêng phụ φ1 là góc giữa phương chạy đao và hình chiếu của lưỡi cắt phụ trên mặt đáy. Góc nghiêng phụ xác định vị trí lưỡi cắt phụ so với phương chạy dao.
– Góc mũi dao ε là góc giữa hình chiếu của lưỡi cắt chính và phụ trên mặt đáy.
Ta có:
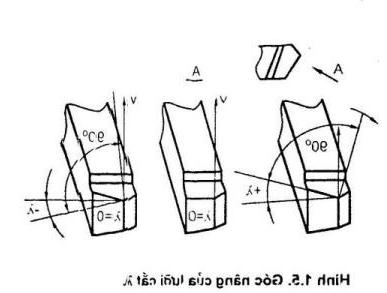
– Góc nâng của lưỡi cắt λ là góc giữa lưỡi cắt chính và hình chiếu của nó trên mặt đáy. Góc λ xác định vị trí của lưỡi cắt chính so với mặt đáy (hình 1.5).
λ > 0 – lưỡi cắt chính trên mặt đáy.
λ= 0 – lưỡi cắt chính nằm trong mặt đáy.
λ< 0 – lưỡi cắt chính nằm dưới mặt đáy.
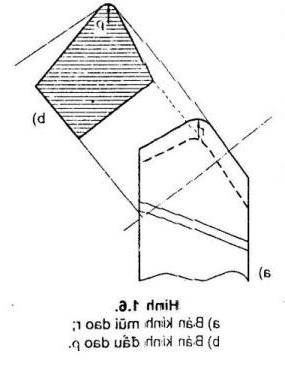
– Bún kính mũi dao r – Bán kính cong chuyển tiếp từ lưỡi cắt chính sang lưỡi cắt phụ (hình l.6a)
– Bán kính đầu dao ℘ – Bán kính của mặt cong chuyển tiếp từ mặt trước sang mặt sau (hình 1.6b).Bún kính mũi dao r – Bán kính contỉ chuyển tiếp từ lưỡi cắt chính sanụ lưỡi cắt phụ (hình l.6a).
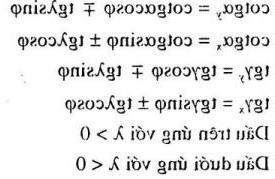
Các góc trong các tiết diện NN, XX và YY có quan hệ với nhau như sau:
1.3. Thông số hình học của dao trong quá trình cắt ( trạng thái động)
Khi cắl góc dộ của dao có thể thay dổi không giống như trạng thái tĩnh (khi chế tạo) do gá dao không chính xác và (ik) có chuyển động chạy dao 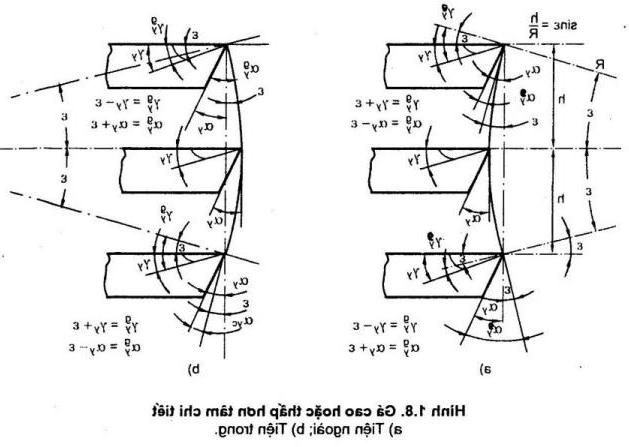
1.3.1. Do gá dao không chính xác
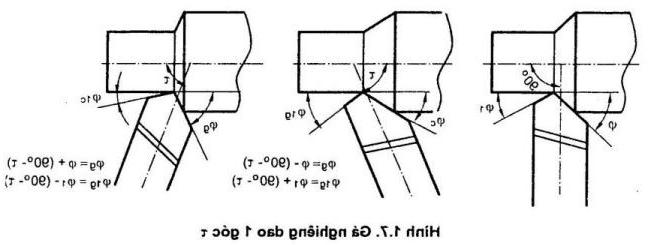
– Gá nghiêng dao một góc τ với trục chi tiết tíhình 1.7), giá trị róc φ và φ1, thay đổi so vói trạng thái tĩnh.
Đầu dao nghiêng về phía phải
Đầu dao nghiêng về phía trái:
Gá dao cao hoặc thấp hơn tâm chi tiết (hình 1.8). Điểm khảo sát trên lưỡi cắt chính (mũi dao) nằm cao hơn hoặc thấp hơn tâm chi tiết khi tiện ngoài (hình 1.8a) và khi tiện trong (hình 1.8b).
Cao hơn tâm chi tiết một lượng là h (mm)
Thấp hơn tâm một lượng là h (mm)
– tgε = h/R với R là bán kính chi tiết tại điểm khảo sát mm
– Khi tiện trong ( hình 1.8 )
Khi có chạy dao, tốc độ cắt 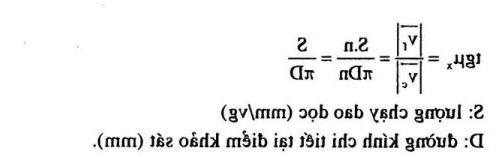 là chuyển động tổng hợp của chuyển động cắt chính Mc (Vc) và chuyển động chạy dao Mf
là chuyển động tổng hợp của chuyển động cắt chính Mc (Vc) và chuyển động chạy dao Mf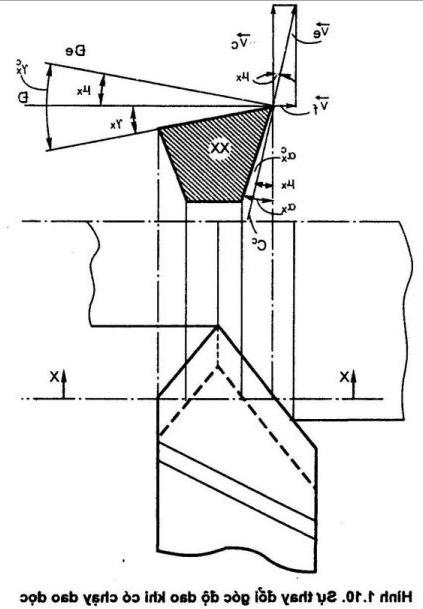
Khi có chuyển động chạy dao ngang (hình 1.9). Từ hình 1.9 ta có:
S: lượng chạy dao ngang (mm/vg)
D: đường kính chi tiết tại điểm khảo sát
– Khi có chạy dao dọc (hình 1.10)
n là số vòrig quay chi tiết n (vg/ph)